 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Proses Ekstrusi Pipa
Ningbo Fangli Technology Co., Ltd. minangka produsen peralatan mekanik kanthi meh 30 taun pengalaman peralatan extrusion plastik, lingkungan anyar pangayoman lan peralatan bahan anyar. Kene kita wis nyiapake sawetara lengkap introduksi babagan pangolahan ekstrusi pipa, kaya ing ngisor iki:
Pipa iku tabung utawa silinder kothong kanggo pangiriman cairan. Istilah "pipa" lan "tubing" meh bisa diganti. "Tabung" asring digawe kanggo ukuran adat lan bisa duwe ukuran luwih spesifik lan toleransi saka pipe, gumantung ing aplikasi. Istilah "tabung" uga bisa ditrapake kanggo tabung sing ora silinder (yaiku tabung persegi). Istilah kasebut "tubing" luwih akeh digunakake ing Amerika Serikat lan "pipa" ing papan liya ing donya.
Pipa bisa ditemtokake kanthi ukuran pipa standar sebutan, kayata Nominal Pipe Size (ing AS), utawa dening nominal, njaba, utawa diameteripun njero lan kekandelan tembok. Akeh standar industri lan pemerintah ana kanggo produksi pipa lan pipa.
Umume pipa digawe liwat ekstrusi, ing-line karo arah extrusion, mati, ukuran utawa calibrating piranti utawa tank, tank cooling banyu, conveyor, lan cutter, yen perlu, lan njupuk mati peralatan ing mburi baris. Baris bisa kalebu piranti menehi tandha utawa a piranti testing. Requirement penting iku kanggo kelangan extrudate rodo cepet cedhak mati nalika njaga kontrol dimensi lan sifat.
Klebu ing pangolahan iku macem-macem Techniques kanggo kontrol dimensi / ukuran sing salah siji free digambar nyawiji (biasane kanggo tabung diameter cilik) utawa fitur ukuran. Total biaya saka ngasilake pipa bisa kalebu biaya materi nganti 80%. Tujuane yaiku tansah kanggo njaluk kontrol toleransi kenceng kanggo ngurangi konsumsi materi. Disk calibrating ukuran lan / utawa ketebalan saka macem-macem desain digunakake.
Kombinasi saka sifat leleh, tingkat saka kacepetan line, tekanan udara internal, lan tingkat cooling pengaruh ing ukuran tabung. Rasio drawdown leleh saka die menyang cooling banyu trough langsung gegandhengan karo ukuran final saka tabung. Gumantung ing plastik sing diproses, rasio antara 4/1 nganti 10/1. Nggunakake rasio kurang mbantu kanggo nyilikake extruded-in nandheske, kang bisa mimpin kanggo masalah related kanggo nyusut lan stress cracking.
Gumantung ing karakteristik saka plastik sing diproses, shrinkage bisa kedadeyan sajrone 24 jam sawise ninggalake baris pangolahan. Tabung utawa pipa bisa uga kena annealing lan kahanan kirim liyane sing bisa mengaruhi tingkat shrinkage.
Ana macem-macem cara pipa lan tabung produk sing digunakake kanggo mindhah cairan, gas, barang padhet, lan liya-liyane. Padha bisa shaped kanggo nyedhiyani paesan, support safety, lan ing.
Langkah-langkah kanggo nyuda biaya kanggo ngolah plastik pipa kalebu:
1) Operasi kanggo minimalake diameter njaba (OD) lan diameteripun internal (ID) toleransi;
2) Ngapikake kualitas lan sifat pipa liwat sinau hasil karo bahan compounding lan prosedur campuran digunakake;
3) Ngurangi wektu persiyapan kanthi cara wiwitan bantuan lan sistem otomatis;
4) Ngembangake tabungan ing listrik konsumsi dening Optimization saka extruder; lan
5) Panggunaan dies efisien, tank cooling, penarik, lan peralatan lepas landas.
Kontrol toleransi pullers punika kritis kanggo nyilikake
OD lan ID dimensi, utamané ing ukuran tabung cilik.
A variasi banget tipis ing kacepetan puller bisa drastis mengaruhi dimensi lan sampah plastik.
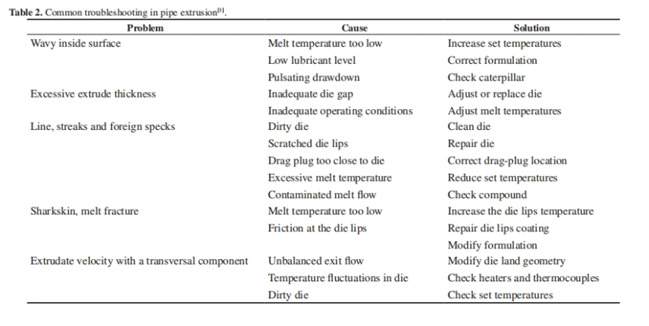
Tabel ing ngisor iki nuduhake sing paling umum ngatasi masalah ing extrusion pipa.
Ing ndhuwur iku babagan extrusion pipa kemajuan, pangarep-arep kanggo nyedhiyani sampeyan karo sawetara bantuan. Yen perlu, welcome to hubungi kita.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
Kirim Pitakonan


X
Kita nggunakake cookie kanggo menehi pengalaman browsing sing luwih apik, nganalisa lalu lintas situs lan nggawe konten pribadi. Kanthi nggunakake situs iki, sampeyan setuju kanggo nggunakake cookie.
Kebijakan Privasi