 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Pambuka kanggo Proses Ekstrusi Pipa, Peralatan, Cacat Kualitas, lsp.
Ningbo Fangli Technology Co., Ltd.yaiku aprodusen peralatan mekanikkaro liwat 30 taun pengalaman sakaperalatan extrusion pipa plastik,pangayoman lingkungan anyar lan peralatan bahan anyar.Wiwit panyiapan Fangli wis dikembangake adhedhasar panjaluk pangguna. Liwat dandan terus-terusan, R&D independen babagan teknologi inti lan pencernaan & panyerepan teknologi canggih lan liya-liyane, kita wis ngembangakegaris ekstrusi pipa PVC,PP-R pipe extrusion line, Pasokan banyu PE / garis ekstrusi pipa gas, sing disaranake dening Kementerian Konstruksi Cina kanggo ngganti produk impor. Kita wis entuk gelar "Brand kelas kapisan ing Provinsi Zhejiang".
I. Alur Proses
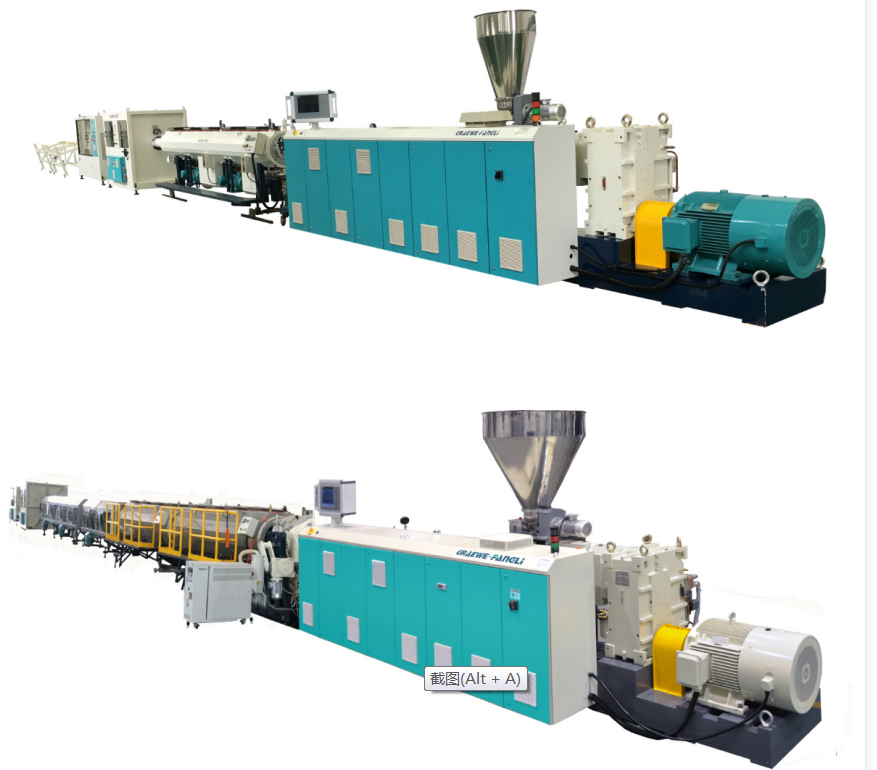
Saiki, pipa PVC lan PO minangka produk volume paling dhuwur ing domestik lan internasional.Gambar 1nuduhake diagram alur proses produksi kanggo pipa poliolefin (PO). Plastik wis panganan menyang annular longkangan mati (2) dening meneng minangka nyawiji seragam plasticized, extruding pipa parison. Iki langsung lumebu ing unit kalibrasi (3) kanggo cooling lan ukuran, banjur ngalami cooling luwih cukup ing tank cooling (4). Pipa ditarik metu kanthi kacepetan konstan kanthi luwesunit angkut(6), lan pungkasane dipotong nganti dawa sing ditemtokake dening pemotong (7). Pipa tembok lancip kanthi diameter ngisor 160mm bisa digulung dadi gulungan dening winder (9).

Gambar 1 Diagram Skema Alur Proses Produksi Pipa PO
1---Extruder; 2---Pipa Mati; 3---Lengan Kalibrasi;
4---Pendinginan Kalibrasi Vakum; 5---Cooling Tank;
6---Unit Angkut; 7---Pemotong;
8 --- Printer; 9---Coiler
II. Proses lan Peralatan
Kanggo produksi pipa PO, aefisiensi dhuwur siji-meneng extruderkudu dipilih. Zona feed nggunakake tong minyak axially grooved. Rasio dawa-kanggo-diameter sekrup (L/D) yaiku 30–33:1. Struktur meneng punika desain loro-tataran karo werna-werna ambane lan Jarak: Jarak ing bagean feed kurang saka diameteripun meneng, nalika Jarak ing leleh lan homogenizing bagean luwih saka diameteripun meneng. Kanggo nambah efisiensi pencampuran, sawetara sekrup dilengkapi unsur sirah campuran tambahan. Jinis extruder siji-meneng nawakake output relatif dhuwur lan plasticization apik. Contone, extruder sekrup siji kanthi diameter sekrup 90mm bisa entuk output luwih saka 600 kg / jam. Salajengipun, produksi pipa PO kapenuhan kalsium karbonat, barium sulfat, glepung kayu, utawa serat kaca biasane nggunakake co-rotating twin-screw extruders.
Produksi pipa PVC dhasar padha karo pipa PO. Biasane digunakake counter-rotating conical utawaparallel twin-screw extruders, ngidini ekstrusi langsung bubuk campuran garing. Outpute saka 10 kg / jam kanggo pipa diameter cilik nganti 1100 kg / jam kanggo pipa diameter gedhe. Rasio L/D meneng wis tambah saka 18:1 nganti 25:1. Contone, akembar-meneng extruderkaro diameteripun meneng 90mm bisa entuk output ngluwihi 300 kg / h.
Minangka bisa dideleng saka Figure 1, extrusion pipa peralatan hilir utamané kasusun saka tank banyu cooling,unit angkut, pemotong, coiler, utawa meja mbucal.
Nalika pipa metu saka unit kalibrasi lan pendinginan, ora digawe adhem nganti suhu kamar. Yen ora luwih adhem, gradien suhu sing ana ing arah radial tembok pipa bisa nyebabake lapisan njaba sing wis atos dadi alus maneh amarga kenaikan suhu, sing nyebabake deformasi. Ing sisih liya, pipa uga kudu nahan tekanan saka peralatan haul-off, cutting, lan winding. Mulane, sisa panas kudu dibusak, cooling pipa kanggo suhu kamar. Cara cooling kalebu adus banyu lan cooling semprotan. Ing tank cooling adus banyu, tingkat banyu kudu rampung submerge pipa. Tank dipérang dadi pirang-pirang bagean. Inlet banyu cooling disetel ing bagean pungkasan, nyebabake arah aliran banyu ngelawan arah extrusion pipe, nggawe gradien suhu cooling. Iki nyebabake pendinginan pipa sing luwih bertahap lan tekanan internal sing luwih murah. Jarak antarane tank banyu cooling lan kalibrasi / unit cooling ngirim ora ngluwihi sepersepuluh saka total dawa cooling; yen ora, prabédan suhu antarane tembok njaba pipe lan banyu cooling bisa nambah banget. Senajan cara adus banyu prasaja, beda suhu antarane lapisan banyu ndhuwur lan ngisor ing tank bisa nimbulaké cooling ora rata lan mlengkung saka pipo. Kajaba iku, pasukan daya apung sing tumindak ing pipa bisa nyebabake deformasi kanthi gampang, saengga cara iki ora cocog kanggo pendinginan pipa kanthi diameter gedhe.
Fungsi sakaunit angkut pipayaiku nyedhiyakake kacepetan lan gaya tarik tartamtu menyang pipa sing wis ukuran lan adhem, ngatasi gaya gesekan sing diasilake dening piranti ukuran ing pipa, saéngga nggambar pipa metu kanthi kecepatan konstan menyang meja winder utawa mbucal. Unit haul-off minangka salah sawijining bagean utama peralatan hilir kanggo produksi pipa lan kudu nyukupi syarat ing ngisor iki.
(1)Ingngangkut barangkacepetan kudu saged imbuhan stepless lan Gamelan, njupuk pancet kacepetan haul-mati. Kacepetan angkut sing ora stabil bakal nyebabake diameter pipa fluktuasi. Kacepetan angkut kudu dikoordinasi kanthi rapet karo kacepetan ekstrusi. Kekandelan tembok pipa diatur kanthi ngatur kacepetan haul-off: kacepetan haul-off sing luwih alon nyebabake tembok sing luwih kandel, kacepetan sing luwih cepet nyebabake tembok sing luwih tipis. Milih kacepetan haul-off sing bener minangka cara sing efektif kanggo njamin kesesuaian dimensi produk. Desain modern bisa nggayuh kacepetan maksimal nganti 30 m / min.
(2)Konstantangangkut barangpasukan kudu maintained, tanpa kedadean push-narik, digunakake bisa nimbulaké cacat waviness lumahing ing pipo. Tenaga angkut sing cukup uga dibutuhake. Daya angkut-mati sing dibutuhake mundhak kanthi area kontak lan ukuran tekanan radial. Kanggo pipa cilik lan medium-diameter, gaya haul-off umume 100-600 N; kanggo pipa diameter gedhe, umume 800-10.000 N.
(3) Gaya clamping sakaunit angkutgripper kudu luwes lan saged gripping pipo saka macem-macem dhiameter tanpa nyebabake karusakan lumahing utawa ewah-ewahan bentuk. Saiki, grippers jinis ulat digunakake akeh. Iki kalebu 2 nganti 12 trek sing disusun kanthi rata ing sekitar pipa. Trek sing ditempelake karo nomer tartamtu saka karet / pamblokiran clamping plastik, biasane cekung utawa angled kanggo nambah area nglamar meksa radial ing pipe. Pangaturan gaya clamping digayuh liwat mekanisme pneumatik, hidrolik, utawa timbal screw-nut. Jumlah trek mundhak kanthi diameter pipa.
Sawise pipa kasebut ditarik nganti dawa tartamtu, kudu dipotong nganti dawa. Pemotong teka ing macem-macem jinis, dipilih adhedhasar diameter pipa lan kekandelan tembok, jinis materi, dawa potong, kualitas potong, wangun pemotong, lan liya-liyane. Pemotong otomatis tipe Guillotine lan saws radial bunder cocok kanggo nglereni pipa cilik lan medium; pemotong otomatis planet cocok kanggo pipa diameter gedhe. Sawise nampa printah Cut, cutter grip pipe karo ngawat-ngawati lan gerakane ing pipe haul-off arah nalika ngrampungake tumindak nglereni. Sawise nglereni, mekanisme pneumatik nyurung bali menyang posisi reset.
Coiler lan Dump Table. Mung pipo sing ora deform nalika mlengkung sing tatu menyang gulungan nggunakake winder, kanthi otomatis nglereni lan unloading. Kacepetan linear nduwurke tumpukan disinkronake karo kacepetan ekstrusi lan bisa diatur kanthi steplessly. Nalika kacepetan extrusion kurang saka 2 m / min, winder siji-stasiun umume digunakake; nalika kacepetan extrusion ngluwihi 2 m / min, dual-stasiun utawa malah multi-stasiun winder kudu digunakake.
III. Faktor Kunci kanggo Ngontrol Cacat Pipa
Dipuntedahaken urutan aliran proses ing Figure 1, faktor kunci related kanggo mbusak cacat kualitas kapacak ing ngisor iki.
(1)Bagian Feeding:Formulasi bahan mentah; wangun lan ukuran bahan mentahan; cara pewarnaan; cara pangatusan; campuran regrind / bahan daur ulang; jinis lan metering aditif; kapasitas cooling saka tenggorokan hopper.
(2)Extruder: diameteripun sekrup; meneng L/D rasio; rasio komprèsi meneng; jinis struktur sekrup; kacepetan meneng; kinerja ventilasi; kontrol suhu meneng; laras panas lan kontrol cooling; profil suhu ing sadawane zona extruder; torsi extruder; konsumsi daya; adaptor; pilihan suhu lan kontrol kanggo pangowahan layar; jinis lan spesifikasi paket layar.
(3)mati:Die longkangan; dawa tanah; jinis struktur die; wangun saluran aliran; distribusi nyawiji; setelan suhu lan kontrol; tekanan sirah mati; kontrol ketebalan tembok.
(4) Kalibrasi & Cooling:Metode kalibrasi; ukuran kalibrator; kothak vakum tingkat vakum utawa tekanan internal tabung kalibrasi tekanan udara lan dawa; sealing saka sistem kalibrasi; wektu kalibrasi; tingkat aliran banyu cooling; suhu banyu cooling; metode pendinginan.
(5)Tangki banyu adhem:Metode pendinginan; tata letak pipa banyu; tingkat aliran banyu cooling; dawa tank cooling; suhu banyu cooling; efektifitas cooling pipa.
(6)Unit Angkut: Kacepetan lan kontrol angkut; kalibrasi gaya haul-off; pasukan clamping lan kontrol; jumlah trek lan dawa efektif; atose lumahing lan wangun pamblokiran clamping; permukaan kontak haul-off.
(7) Pemotong: Tipe pemotong; saw agul-agul profil waos lan materi; mekanisme reset; koleksi chip lan mbusak bledug; kontrol swara; watesan sistem persiyapan; mekanisme clamping; sistem drive lan daya; sistem tumindak nglereni otomatis.
(8)Coiler & Dump Tabel: Kontrol tension; sistem printah dawa-cut; pilihan stasiun winder; diameteripun nduwurke tumpukan; indikasi tumindak dump; kacepetan linear nduwurke tumpukan.
(9) Lampiran:Syarat Produksi Otomatis:pangukuran kekandelan tembok; kontrol diameter njaba; pangukuran bobot lan statistik produksi; status operasi pompa gear nyawiji; sistem die centering.
Yen sampeyan butuh informasi luwih lengkap,Ningbo Fangli Technology Co., Ltd.nampani sampeyan hubungi kanggo pitakonan rinci, kita bakal nyedhiyani panuntun dhumateng technical profesional utawa saran pengadaan peralatan.
Kirim Pitakonan


X
Kita nggunakake cookie kanggo menehi pengalaman browsing sing luwih apik, nganalisa lalu lintas situs lan nggawe konten pribadi. Kanthi nggunakake situs iki, sampeyan setuju kanggo nggunakake cookie.
Kebijakan Privasi