 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Ngoptimalake Kontrol Suhu kanggo Tikel Efisiensi Proses Ekstrusi Sekrup Kembar
Ningbo Fangli Technology Co., Ltd.yaiku aprodusen peralatan mekanikkaro liwat 30 taun pengalaman sakaperalatan extrusion pipa plastik, pangayoman lingkungan anyar lan peralatan bahan anyar. Wiwit panyiapan Fangli wis dikembangake adhedhasar panjaluk pangguna. Liwat dandan terus-terusan, R&D independen babagan teknologi inti lan pencernaan & panyerepan teknologi canggih lan liya-liyane, kita wis ngembangakegaris ekstrusi pipa PVC, PP-R pipe extrusion line, Pasokan banyu PE / garis ekstrusi pipa gas, sing disaranake dening Kementerian Konstruksi Cina kanggo ngganti produk impor. Kita wis entuk gelar "Brand kelas kapisan ing Provinsi Zhejiang".
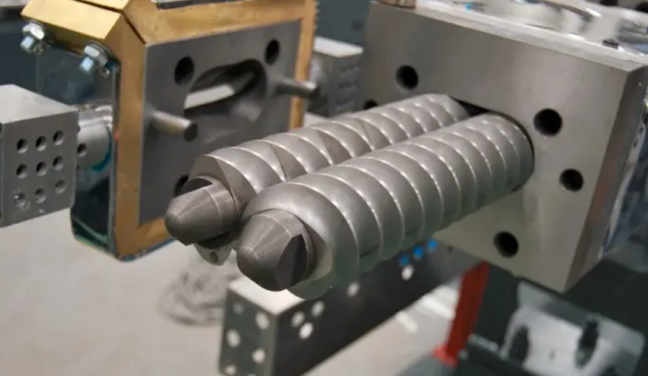
Ekstrusi sekrup kembar minangka salah sawijining proses kunci ing pangolahan polimer. Operasi sing stabil lan kualitas produk pungkasan gumantung banget marang kontrol proses sing tepat, kanthi kontrol suhu minangka inti.
Amarga kerumitan model peralatan, konfigurasi sekrup, lan keragaman materi, paramèter proses optimal asring asalé saka eksperimen jangka panjang lan pengalaman akumulasi. Ing ngisor iki nyedhiyakake introduksi ringkes kanggo sawetara faktor sing gegandhengan karo suhu ing proses ekstrusi sekrup kembar.
01 Suhu Proses Ekstrusi
Akeh faktor sing kudu dianggep nalika ngrancang suhu proses ekstrusi. Pertimbangan utama yaiku titik leleh paling dhuwur ing antarane komponen materi. Contone, ing masterbatch polipropilena, pembawa polipropilena nduweni titik lebur paling dhuwur ing 170 ° C, saéngga suhu proses kanggo saben zona disetel watara 170 ° C. Mesthi, iki bisa beda-beda gumantung saka cara pemanasan; temperatur beda-beda ing antarane pemanasan resistensi lan pemanasan induksi elektromagnetik, kanthi sing terakhir biasane luwih murah.
Kapindho, suhu proses ana gandhengane karo ukuran peralatan lan kecepatan produksi. Output sing luwih dhuwur mbutuhake panas sing luwih akeh kanggo ngresiki lan nyawiji materi, sing mbutuhake suhu proses sing luwih dhuwur. Suhu uga dirancang kanthi segmental adhedhasar kabutuhan pangiriman lan geser. Suhu sing luwih dhuwur nyuda viskositas material lan gaya geser, dene suhu sing luwih murah nambah viskositas lan gaya geser. Pangaturan suhu proses uga kudu nimbang sifat fisik liyane saka materi, kayata viskositas.
02 Pakan Suhu Tenggorokan
Tombol kanggo nyetel suhu tenggorokan feed kanggo nyegah materi saka nempel ing sekrup, kang bakal ngalangi dipakani normal. Kanggo ngidini materi nyawiji awal kanggo dispersi geser, suhu tenggorokan feed kudu cedhak karo titik leleh operator tanpa nyebabake nempel. Ing sawetara formulasi, aditif titik leleh kurang ana ing jumlah sing sithik. Malah yen padha nyawiji, padha ora Ngartekno mengaruhi sakabèhé materi ngirim, supaya impact ing suhu proses minimal.
Nanging, sawetara formulasi ngemot akeh bahan kanthi bobot molekul sing sithik. Temperatur sing rada munggah, digabungake karo panas sing ditransfer saka zona pemanasan hilir liwat sekrup, bisa nyebabake bahan-bahan kasebut leleh kanthi prematur ing tenggorokan feed, sing nyebabake adhesi materi lan gagal pakan. Mulane, sajrone pemanasan sadurunge wiwitan, zona feed kudu disimpen ing suhu sing kurang. Pendinginan bisa uga kudu diaktifake kanggo njaga suhu sing sithik. Yen ora, masalah sekrup lan pakan bisa kedadeyan sawise wiwitan. Kanggo ngindhari kelainan wiwitan, asring luwih becik nyetel suhu kanthi konvensional lan banjur ngedhunake suhu zona feed sawise wiwitan.
03 Suhu Port Ventilasi
Suhu port ventilasi umume kudu dikurangi kanthi tepat. Secara teoritis, kanggo nyegah leleh supaya ora gampang metu lan nyebabake pendarahan, suhu zona sadurunge lan sawise ventilasi kudu disetel. Penyesuaian iki njamin materi bisa maju kanthi gampang nanging angel mili munggah lan metu saka port ventilasi. Nanging, ing kondisi stabil, aliran cepet, sawur apik, lan meksa leleh kurang, pangaturan khusus kanggo suhu port ventilasi bisa uga ora perlu. Akibate, akeh operator ora nggatekake parameter iki.
04 Suhu Bagian Campuran
Bagian pencampuran minangka area kritis ing produksi masterbatch twin-screw. Kontrol suhu kasebut ana gandhengane karo syarat gaya geser. Fungsi utama yaiku dispersi geser pigmen, lan gaya geser raket karo suhu: suhu sing dhuwur banget nyuda viskositas leleh lan gaya geser. Suhu sing luwih murah nambah viskositas, sing nyebabake dispersi geser sing luwih apik. Magnitudo gaya geser asring langsung mengaruhi arus motor utama. Mulane, operator sing berpengalaman nyetel suhu proses ing zona iki adhedhasar owah-owahan ing arus motor utama.
05 Kepala DieSuhu
Die desain suhu sirah: Minangka nyawiji lumebu ing sirah mati lan bakal extruded kanggo pelletizing (apa dening untaian pelletizing, ring banyu, utawa pelletizing ing jero banyu), suhu umume kudu suda. Pengujian bisa nemtokake suhu extrudate, nyathet bedane saka suhu leleh ing tong minyak. Salajengipun, yen dilengkapi pangisi layar on-the-fly, durasi lan sukses proses ganti layar asring ana hubungane karo viskositas lan tingkat aliran cair, sing bisa diatur kanthi nyetel suhu sirah mati.

Faktor Sing Ngaruh Liyane Ngluwihi Suhu
06 Kontrol Kacepetan Feeder
Kontrol kacepetan feeder langsung mengaruhi output. Sajrone produksi stabil, tingkat ekstrusi padha karo tingkat feed. Ngganti kacepetan feeder ngganti output lan bebarengan mengaruhi proses. Nambah kacepetan feeder nambah liyane materi menyang meneng, èfèktif Mudhunake suhu proses; Kosok baline, mudun kacepetan feeder èfèktif mundhakaken suhu proses. Owah-owahan ing kacepetan feeder uga mengaruhi kualitas sawur produk. Mula, pangaturan kacepetan feeder kudu dianggep sacara holistik, ngarahake proses produksi masterbatch sing stabil lan njamin kualitas produk pungkasan.
07 Kacepetan Sekrup Utama
Kacepetan sekrup utama yaiku kacepetan rotasi sekrup. Kanthi kacepetan feed pancet, owah-owahan ing kacepetan meneng utama mung momentarily mengaruhi tingkat extrusion sadurunge mboko sithik bali menyang normal. Peran tombol kacepetan sekrup dumunung ing dispersi geser, sing minangka faktor kritis liyane kanggo ngontrol kualitas produk. Iki mbutuhake koordinasi antarane suhu lan tingkat geser. Sawetara produk mbutuhake nyukur dhuwur, mbutuhake kacepetan sekrup sing luwih dhuwur. Liyane mbutuhake nyukur sing sithik, mbutuhake kacepetan sing luwih murah-mesthi entuk geser sing sithik uga mbutuhake pangaturan suhu proses. Saben mesin duwe watesan kacepetan maksimal, sing kudu dihormati kanthi wates safety sing cocog.
08 Tekanan Leleh
Tekanan cair umume tetep ing ngisor 1 MPa. Gegandhengan karo ukuran bolong paket layar, efektivitas dispersi pigmen, suhu leleh, lan viskositas. Bolong layar sing luwih cilik, panyebaran pigmen sing luwih sithik, lan viskositas leleh sing luwih murah nyebabake tekanan sing luwih dhuwur; Kosok baline, tekanan luwih murah. Tekanan cair minangka refleksi komprehensif saka pirang-pirang faktor; ngindhari paukuman sing prasaja utawa sewenang-wenang adhedhasar mung. Nanging, bisa dadi referensi migunani kanggo nyetel proses lan ngawasi kahanan sawur produk.
09 Konfigurasi Paket Layar lan Panggantos
Paket layar nglayani fungsi kayata filtrasi lan nambah geser kanthi nyebabake alur mundur. Dheweke kudu dikonfigurasi lan diganti kanthi wajar miturut syarat produk lan kualitas tartamtu.
10 Fokus Lingkungan kanggoTwin-Screw Extruders
Keprigelan lingkungan tombol kanggo extruders kembar-meneng yaiku: pisanan, bledug ing tenggorokan feed; kapindho, gas saka port ventilasi lan sirah mati; lan katelu, perawatan banyu cooling. Upaya kudu ditindakake kanggo njupuk, nyaring, lan nglumpukake kanthi lengkap supaya bisa dibuwang.

Ing ringkesan, suhu minangka variabel inti sing ngliwati kabeh proses ekstrusi sekrup kembar. Digabungake kanthi rapet karo paramèter kayata tingkat feed, kacepetan sekrup, lan tekanan, kanthi bebarengan nemtokake leleh, ngirim, dispersi, ventilasi, lan mbentuk pungkasan materi. Proses ekstrusi sing stabil lan berkualitas tinggi gumantung marang kontrol sistem suhu sing akurat lan holistik.
Yen sampeyan butuh informasi luwih lengkap,Ningbo Fangli Technology Co., Ltd.welcome pitakonan Panjenengan. Kita bakal menehi panuntun dhumateng teknis profesional utawa saran pengadaan peralatan.
Kirim Pitakonan


X
Kita nggunakake cookie kanggo menehi pengalaman browsing sing luwih apik, nganalisa lalu lintas situs lan nggawe konten pribadi. Kanthi nggunakake situs iki, sampeyan setuju kanggo nggunakake cookie.
Kebijakan Privasi